
Экструзия ПВХ-труб
-

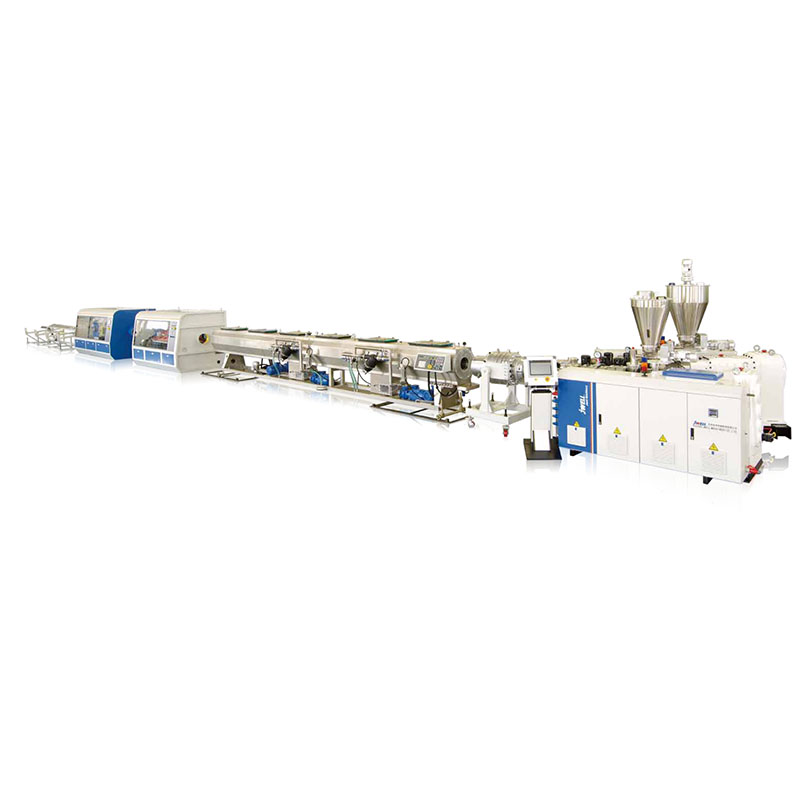
Линия экструзии двухтрубных ПВХ-труб
В соответствии с различными требованиями к диаметру труб и производительности, предлагаются два типа специальных двухшнековых экструдеров: SJZ80 и SJZ65; двойная трубная фильера равномерно распределяет подаваемый материал, обеспечивая быструю экструзию труб. Высокоэффективный двухкамерный вакуумный охладитель имеет раздельное управление, что упрощает регулировку в процессе производства. Беспыльная режущая машина, двухпозиционное независимое управление, высокая скорость, точная длина резки. Пневматически вращающиеся зажимы исключают необходимость их замены. Дополнительно предлагается устройство для снятия фаски.
-

Линия экструзии четырех ПВХ-труб
Характеристики производительности: Новейшая линия по производству четырех ПВХ-электроизоляционных втулок использует двухшнековый экструдер с высокой производительностью и хорошими пластифицирующими свойствами, а также оснащена пресс-формой, оптимизированной для оптимального потока материала. Четыре трубы обеспечивают равномерную подачу материала и высокую скорость экструзии. Четыре вакуумных охлаждающих резервуара могут контролироваться и регулироваться индивидуально, не влияя друг на друга в процессе производства.
-

Линия экструзии труб из ПВХ-UH/UPVC/CPVC
Разнообразные спецификации и модели двухшнековых экструдеров для ПВХ позволяют производить трубы различного диаметра и толщины стенок. Специально разработанная конструкция шнека обеспечивает равномерную пластификацию и высокую производительность. Экструзионные формы изготовлены из высококачественной легированной стали, внутренние каналы подачи хромированы, отполированы, обладают износостойкостью и коррозионной стойкостью; благодаря специальной высокоскоростной калибровочной втулке качество поверхности труб высокое. Специальный резак для ПВХ-труб использует вращающееся зажимное устройство, что исключает необходимость замены зажима при изменении диаметра трубы. Устройство для снятия фаски, резка, снятие фаски, одноэтапное формование. Возможна дополнительная онлайн-обжимка труб.
-
Линия соэкструзии трехслойных ПВХ-труб
Для производства трехслойных ПВХ-труб методом соэкструзии используются два или более конических двухшнековых экструдера серии SJZ. В качестве сырья для многослойной ПВХ-трубы используется ПВХ с высоким содержанием кальция или вспененный ПВХ.